



MIM dele til skydevåben
Vi har stor erfaring med at producere mange komponenter til skydevåbenindustrien, herunder: aftrækkere, ildslukkere, magasinfanger, knastsæt og bagskinner. Vores MIM-fabrikationseksperter vil fremstille præcisionsdele til dig.
Produktintroduktion
SkydevåbenMIM Dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Skydevåben | 17-4 | Metal sprøjtestøbning | 1550 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
Løsninger til skydevåben
Vi har stor erfaring med at producere mange komponenter til skydevåbenindustrien, herunder: aftrækkere, ildslukkere, magasinfanger, knastsæt og bagskinner. Vores MIM-fabrikationseksperter vil fremstille præcisionsdele til dig. Zhongwei Precision har 60,000 fods avanceret produktionskapacitet. Ledelse af deleprogram. Zhongwei Precision har akkumuleret brancheekspertise inden for MIM-dele, herunder komplet procesteknik, design og implementeringsautomatisering, kvalitetssikring, montering, emballering og produktopfyldelse og distribution.
Send os din CAD-fil eller tegning, og vi vil evaluere designet for gennemførlighed og fremstillingsevne af MIM-støbning til nye eller eksisterende projekter.
MIM-processen er velegnet til at producere relativt små (1-50 gram), kompleksformede metaldele med snævre tolerancer, høj styrke og gode overfladefinishkrav – præcis den type dele, Taurus producerer, dens største kunde Det er selskabets moderselskab, der driver en våbenproducent i Brasilien. Derfor skal de enkelte komponenter være stærke nok til at modstå belastningen ved pistolaffyring. Før han opdagede MIM-processen, købte Taurus mange af disse dele som bearbejdede dele eller investeringsstøbegods. Af de mere end 60 dele, der udgør en pistol, bruger Taurus nu MIM-processen til at producere i gennemsnit syv dele pr. pistol.
DeBarros henvendte sig til MIM, fordi mange små, komplekse dele ikke kan fremstilles ved hjælp af traditionel bearbejdning; eller, hvis de kan bearbejdes, er processen så omfattende, at omkostningerne er uoverkommelige. Andre dele kan være investeringsstøbt, men disse dele kræver sekundære operationer såsom bearbejdning for at tilføje funktioner og polering for at forbedre overfladefinish. MIM-processen tilbyder dog stor fleksibilitet i dels design, form og funktioner. MIM dele er næsten nettoform uden sekundære operationer; de er 95 procent - 100 procent tætte afhængigt af legeringen; de har en 32 RMS finish. DeBarros rapporterer, at han er i stand til at opretholde en tolerance på 0.005" pr. tomme og et højt niveau af konsistens fra del til del.
En del, som DeBarros har designet specifikt til MIM-processen, er Taurus-pistolens sikkerhedslås. Komponentens kompleksitet forklarer, hvorfor MIM er den eneste praktiske måde at fremstille den på. Delen har et skaft, en helix på ydersiden, to udvendige riller, et hoved med {{0}}.180" diameter, en indvendig diameter på 0.118" og en sekskant, der strækker sig mod midten med en stift på 0,040" diameter i midten. Ca. Der er 40 forskellige størrelser. EDM (Electrical Discharge Machining) er den eneste traditionelle bearbejdningsproces, der kan fremstille sådanne dele. Men MIM er den eneste praktiske, økonomisk bæredygtige metode til at producere 240 ,000 af disse dele om året.
DeBarros nævner lavere omkostninger som en anden fordel ved MIM-processen. "Hvis du har en kompleks del, er besparelserne betydelige," sagde han. "Jo mere kompleks delen er, jo mere konkurrencedygtig er den. Det er fordi, når du først designer og udvikler værktøjet, kan du producere en million eller to dele. produktion af simple dele til at konkurrere."
MIM-processen er heller ikke kun for stål. Det giver mulighed for et bredt udvalg af metallegeringer, herunder rustfrit stål, legeret stål, værktøjsstål, messing, kobber, titanium, wolfram, keramik og mange speciallegeringer såsom ASTM F17 nikkelfrit rustfrit stål.
Detektionssystemer

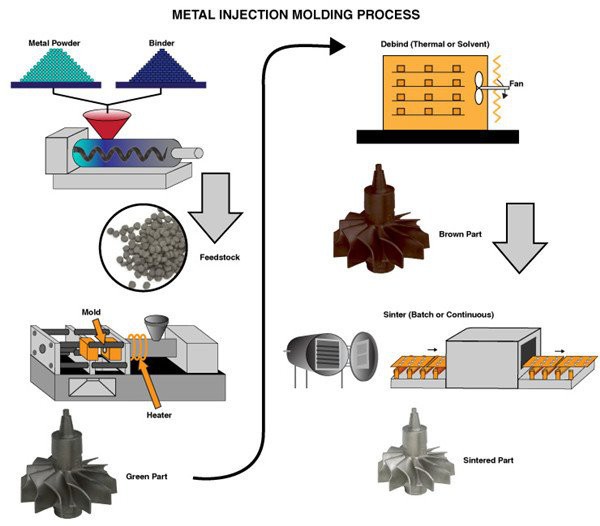
Metalsprøjtestøbningsproces







Send forespørgsel