




Metal aksel MIM dele
Vi ved alle, at en aksel er en forbindelse til et produkt, der sætter den i stand til at rotere og dreje. Vi ved alle, at aksen har ordakse, dæmpningsakse osv., bordlampe har lampeakse, og bærbar computer har notebookakse.
Produktintroduktion
Metal aksel MIM dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Metal skaft | 17-4 | Metal sprøjtestøbning | 1500 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
Hardware skaft klassificering
Vi ved alle, at en aksel er en forbindelse til et produkt, der sætter den i stand til at rotere og dreje. Vi ved alle, at aksen har ordakse, dæmpningsakse osv., bordlampe har lampeakse, og bærbar computer har notebookakse. Ifølge akslens egenskaber kan den opdeles i aksel, torsionsaksel og tværgående aksel. Den vandrette akse er meget relateret til produkter. Under arbejdsprocessen vibrerer akslen nogle gange, så hvad er årsagen til vibrationen? Hvad er effekten? Mange mennesker vil have sådanne problemer. Former for synkron akselvibration og synkron vibration. Årsagen til synkron vibration er, at koblingen er forkert, og installationen ikke er på plads, hvilket resulterer i ubalanceret rotor; og subsynkrone vibrationer er meget farlige, da en pludselig subsynkron vibration vil hastigheden sandsynligvis være lavere end rotorhastigheden ved høj hastighed, hvilket resulterer i akselbrud.
Når akslen vibrerer, skal den stoppes for detektion. Hvis det er synkron vibration, skal koblingen justeres. Hvis det er subsynkron vibration, skal akslen udskiftes. Hvis du ikke forstår noget, kan du finde en professionel producent til inspektion og udskiftning. Det lille skaft, store funktion, sikre og pålidelige skaft vil få dig til at føle dig mere tryg.
Metalaksel MIM-dele, de mest almindelige i maskiner, kan bruges til at forbinde en lille del i produktdele. De almindelige aksler i maskiner omfatter roterende aksler, hovedaksler og transmissionsaksler. Alle tre er almindelige mekaniske akser, men anvendelsesområdet og funktionerne er ikke det samme. I dag vil jeg analysere dem for dig.
• Forskelle mellem aksler, spindler, drivaksler.
1 hovedaksel: den aksel, der bruges til at understøtte de roterende dele, men bærer kun bøjningsmomentet. Hovedakslen kan opdeles i en roterende hovedaksel og en fast hovedaksel, det vil sige, at nogle hovedaksler kan rotere, såsom akslen på et jernbanekøretøj; nogle hovedaksler kan ikke rotere, såsom en remskiveaksel.
2 Transmissionsaksel: en roterende aksel med høj hastighed og mindre understøttet. Inden fabrikken forlades, skal der udføres en dynamisk balancetest og justeres på balancemaskinen. Transmissionsformen er forbindelsen mellem kardanled.
3 aksler: Aksler, der kan modstå bøjningsmomenter og momenter. Det er en væsentlig del af forbundne produkter. De almindelige er: mobiltelefon skaft, notebook skaft, bærbart DVD skaft, LED bordlampe skaft osv.
Fremstillingsproces for metalaksel
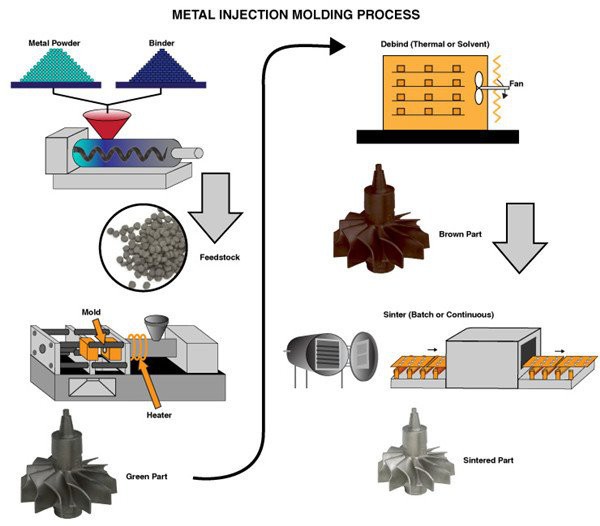
• Processen for Metal Injection Molding (MIM) artikler er:
Pulver plus bindemiddel → blanding → granulering → sprøjtestøbning → affedtning (MIM afbindingsovn) → sintring (MIM sintringsovn) → efterfølgende bearbejdning → dannede produkter. I processen med at producere MIM hårdmetaldele kan forkert materialevalg og driftskontrol i ethvert led forårsage defekter i hårdmetaldele, så hvordan undgår man sådanne defekter?
1. Link til valg af pulver.
MIM cementeret carbid pulvermetallurgi skal ikke kun opfylde sine grundlæggende krav såsom partikelstørrelsesfordeling og partikelstørrelse, men kræver også højrent pulver, og pulver med urenheder kan ikke vælges. Hvis pulveret indeholder elementer som svovl, fosfor og silicium, vil disse stoffer danne porer under sintringsprocessen, hvilket resulterer i produktfejl.
2. Produktionsleddet for fodring.
Hårdmetalpulver har brug for et passende bindemiddel under blanding. Hårdmetalpulveret og bindemidlet blandes fuldt ud under blandingen. Temperaturen skal kontrolleres nøje under blandingsprocessen for at undgå fordampning og ujævn fordeling af bindemidlet. , således at det blandede materiale har gode rheologiske egenskaber og viskositetsværdi efter at være blevet omdannet til foder, for at undgå defekter i de efterfølgende led.
3. Linket til at danne grøn krop.
Det også
Det er et nøgleled i produktionen af hårdmetaldele. For at undgå produktfejl er det nødvendigt at være opmærksom på rimelig kontrol af støbeformens temperatur, tilførselsmængde, injektionstryk, holdetryk, holdetid, injektionshastighed osv. under injektionsprocessen, hvilket effektivt kan undgå Fejl i injektionsgrønne legemer .
4. Affedtningsled.
Til affedtning af hårdmetalgrønt legeme vil det i affedtningsprocessen, hvis affedtningsovnen opvarmes for hurtigt, forårsage revnefejl i hårdmetaldelene, og affedtningsmetoden kan udføres ved at øge temperaturen trin for trin.
5. Sintringsled.
Hårdmetal har en høj densitet, og produktet er tilbøjeligt til at deformeres på grund af sin egen tyngdekraft under væskefasesintring. Der kan bruges passende støtteanordninger. Ved større produkter kan materialer med sammenlignelig svind vælges som støtteplader. Desuden bør væskefasesintringstiden forkortes så meget som muligt.
Detektionssystemer

Metalsprøjtestøbningsproces







Send forespørgsel