



Micro Gears MIM Dele
Partikelstørrelsen af det metalpulver, der bruges i MIM-deleprocessen, er generelt 0.5-20 μm. Teoretisk set gælder det, at jo finere partiklerne er, jo større er det specifikke overfladeareal, som er lettere at forme og sintre.
Produktintroduktion
Micro Gears MIM Dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
17-4 | Metal sprøjtestøbning | 1350-1500 grad | Skal tilpasses | Ja | |||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
1. Mikrogear MIM dele produktionsproces og parametervalg
Den eksperimentelle udvælgelsesmetode af procesparametre og hovedparametre til masseproduktion af et mikrogear.
2. Udvalg af metalpulver og bindemiddel
Partikelstørrelsen af det metalpulver, der bruges i MIM-deleprocessen, er generelt {{0}}.5-20 μm. Teoretisk set gælder det, at jo finere partiklerne er, jo større er det specifikke overfladeareal, som er lettere at forme og sintre. På nuværende tidspunkt er de vigtigste metoder til fremstilling af pulvere til MIM-dele: vandforstøvningsmetode, gasforstøvningsmetode og basefjernelsesmetode. Hver metode har sine egne fordele og ulemper: vandforstøvningsmetoden er den vigtigste pulverfremstillingsproces, som har høj effektivitet og er mere økonomisk i storskalaproduktion og kan gøre pulveret finere, men formen er uregelmæssig, hvilket er befordrende for formfastholdelse, men det er bedre at bruge viskose. Der er flere bindemidler, som påvirker nøjagtigheden. Desuden hindrer oxidfilmen dannet ved højtemperaturreaktionen af vand og metal sintring. Gasforstøvningsmetoden er hovedmetoden til fremstilling af pulver til MIM. Pulveret, det producerer, er sfærisk, med lav oxidationsgrad, mindre bindemiddel påkrævet, god formbarhed, men høj pris og dårlig formfastholdelse. Pulveret fremstillet ved opkaldsmetoden har høj renhed og ekstremt fin partikelstørrelse. Det er mest velegnet til MIM, men det er begrænset til Fe, Ni og andre pulvere, som ikke kan opfylde kravene til forskellige materialer. For at imødekomme pulverkravene til MIM-dele har mange pulverfremstillingsvirksomheder forbedret ovennævnte metoder og har også udviklet pulverfremstillingsmetoder såsom mikroforstøvning og laminærstrømsforstøvning. Udvælgelsen af pulver bør overvejes grundigt ud fra aspekterne af MIM-deleteknologi, produktform, ydeevne, pris osv. Nu blandes vandforstøvet pulver og gasforstøvet pulver, førstnævnte øger tapdensiteten, og sidstnævnte bevarer formfastholdelsen . Da gearet bruges i et ætsende miljø, bruges vandforstøvet 316L rustfrit stålpulver, og dets kemiske sammensætning (massefraktion) er: Cr: 17,0 procent, N: 11,5 procent, Mo: 2,2 procent, C: ikke mere end 0,3 procent, Fe: omkring 69 procent. Dens fysiske egenskaber er angivet i tabel 1.
I processen med MIM-dele spiller bindemidlet en meget vigtig rolle. Det påvirker direkte blanding, sprøjtestøbning, affedtning og andre processer og har stor indflydelse på kvaliteten, affedtningen, dimensionsnøjagtigheden og legeringssammensætningen af sprøjtestøbningsemnet. De bindemidler, der anvendes i MIM, omfatter termoplastiske systemer, termohærdende systemer, vandopløselige systemer, gelsystemer og specielle systemer, som hver har sine egne fordele og ulemper. Termoplastiske bindemiddelsystemer er mainstream og leder af MIM-delebindere. Termohærdende systemer Der anvendes sjældent klæbemidler. Selvom disse klæbemidler har god formfastholdelse, er de svære at fjerne. Her er bindemidlet et termoplastisk bindemiddel med en formel på 70 procent paraffinvoks og 30 procent højdensitetspolyethylen.
3. Blanding, granulering og sprøjtestøbning
Efter at pulveret og bindemidlet er bestemt, er æltning en kompleks proces til at forbedre pulverets flydendehed og fuldende dispersion. Almindeligt anvendte blandeanordninger omfatter dobbeltskrueekstruder, Z-formet pumpehjulsblander, dobbelt planetblander osv., og den kontinuerlige blandingsproces er i øjeblikket ved at blive udviklet. Foderhastigheden, blandingstemperaturen og rotationshastigheden under blandingen vil alle påvirke blandingseffekten. Her blev pulveret og bindemidlet blandet på en dobbelt planetblander ved en belastning (volumenfraktion) på 63:37 i 1,5 time, og blandingstemperaturen var 130±10 grader, således at pulveret og bindemidlet var fuldt blandet og derefter blandet i en enkelt. Granuleringen udføres på en skrueekstruderingsanordning, granuleringstemperaturen er 130 grader -150 grader, og skruens rotationshastighed er 40 r/min. Brug TMC60EV sprøjtemaskine til sprøjtestøbning. Et af nøglespørgsmålene i sprøjtestøbning er de forskellige designs relateret til støbning, herunder produktdesign og formdesign. Selvom de i øjeblikket producerede produkter kan være fra 0,003 g til 200 g, og der er gjort vigtige fremskridt med at forbedre præcisionen, er de fleste designs, især formdesigns, baseret på erfaring, mangler pålidelig designviden, og CAD-systemer er vanskelige at anvende godt MIM . Princippet om plastforme er blevet brugt til gradvist at standardisere MIM-forme. Med akkumulering af erfaring vil tiden til formdesign og produktion blive stærkt reduceret, og multi-kavitetsforme bør bruges så meget som muligt for at forbedre injektionseffektiviteten.
Formålet med sprøjtestøbning er at opnå et defektfrit formemne med den ønskede form. Injektionsfejl kan ikke elimineres i efterfølgende processer, så dette trin skal kontrolleres nøje. Ultralydstestteknologi kan bruges til at opdage interne defekter i sprøjtestøbte emner. Fejlkontrol i injektionsstadiet er hovedsageligt baseret på erfaring. Med videnskabens og teknologiens fremskridt er det en avanceret eksperimentel metode i øjeblikket at bruge computer til at simulere injektionsfyldningsprocessen ved fodring og forbinde den med fodringsydelse, optimering af injektionstilstandsparametre og eliminering af injektionsfejl, og det er også en fremtidig udvikling tendens. Det er blevet rapporteret i udlandet, at moldflow anvendes til analyse af MIM-injektionsprocessen, og opnåede gode resultater. Vi forsøgte også at anvende denne teknologi, men fandt ud af, at simuleringsresultaterne ikke stemte godt overens med de eksperimentelle resultater. Dette aspekt kræver yderligere forskning.
4. Affedtning og forsintring
Affedtningsmetoden anvender termisk affedtning, og den termiske affedtningsproces bør med rimelighed bestemmes i henhold til bindemiddelkomponenternes termiske nedbrydningsegenskaber, og samtidig er det nødvendigt at forhindre defekter som bobler og revner i affedtningsblokken pga. for høj affedtningshastighed. Da rustfrit stålpulver er meget følsomt over for kulstofindhold, er det nødvendigt at vælge en reducerende atmosfære for at forhindre resterende kulstof på grund af nedbrydning af bindemidlet. I temperaturområdet fra stuetemperatur til 200 grader C er nedbrydningen af paraffinvoks hovedprocessen. Bindemidlet i denne proces Paraffin er den vigtigste komponent, så for at kunne fjerne paraffin med succes er opvarmningshastigheden generelt lavere end 1 grad/min. Affedtningsovnen i denne proces er en hydrogenatmosfære. Affedtningstemperaturen er under 200 grader og temperaturen hæves med en opvarmningshastighed på 0,8 grader /min. , For at fjerne bindemiddelpolymerkomponenten højdensitetspolyethylen og danne indbyrdes forbundne huller. Efter 450 grader hæves temperaturen hurtigt til 800 grader ved en hastighed på 4 grader/min og holdes derefter i 45 minutter for fuldstændigt at nedbryde polymerkomponenterne i bindemidlet og afslutte affedtningen og forsintringen af emnet.
5. Sintring
Sintring blev udført i en vakuumsintringsovn med et vakuum på 0,1 Pa.
Sintringsprocessen er som følger: start med en opvarmningshastighed på 4 grader/min til 1000 grader, hold i 45 minutter, stige derefter hurtigt til en sintringstemperatur på 1 380 ±10(grad) ved 6 grader/min. hold i 45 minutter, og køl derefter ned til stuetemperatur. Sintringstemperaturen skal være så stabil som muligt, og sintringstemperaturen svinger med ti grader celsius, hvilket kan føre til 10 procents udsving i sintrets tæthed og 3 procents ændringer i svind.
Dimensionsnøjagtighed og mekaniske egenskaber af slutproduktet:
For færdige dele (som vist i figur 3) blev der udført metallografiske analyser og mekaniske præstationstests på standardprøverne fremstillet sammen med delene. Den metallografiske struktur af delen er ren austenit, og dens mekaniske ydeevne testresultater: flydespændingen er 220 MPa, trækstyrken er 510 MPa, og forlængelsen er 45 procent.
8 procent. Tag tilfældigt 10 målt dens gennemsnitlige tæthed var 98,8 procent af den teoretiske tæthed. Grundlæggende nåede det teoretiske præstationsindeks for at opfylde brugskravene. Strukturen og størrelsen opfylder præcisionskravene, og der kræves ingen forarbejdning.
Detektionssystemer

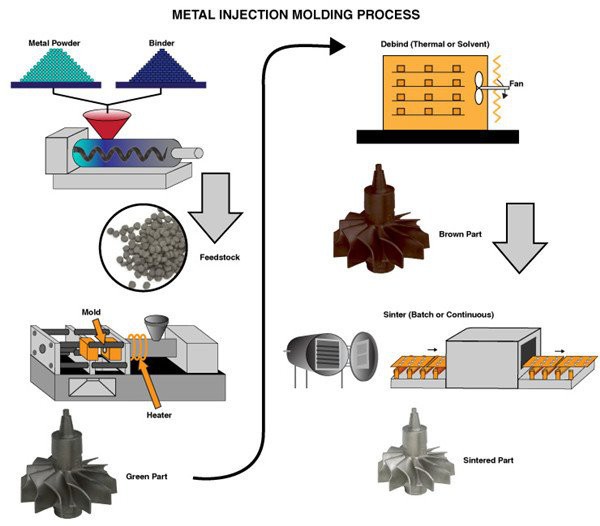
Metalsprøjtestøbningsproces







Send forespørgsel