




Mobiltelefonramme MIM dele
Der er forskellige måder at behandle skallens overflade på, og indsamlingsskallerne af forskellige materialer har deres egne unikke behandlingsmetoder. Både mobiltelefonskallen i metal og mobiltelefonskallen i plast har deres egen behandlingsproces.
Produktintroduktion
Mobiltelefonramme MIM dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Mobiltelefon ramme | 17-4 | Metal sprøjtestøbning | 1550 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
Overfladebehandlingsmetode af mobiltelefonskal
Der er forskellige måder at behandle skallens overflade på, og indsamlingsskallerne af forskellige materialer har deres egne unikke behandlingsmetoder. Både mobiltelefonskallen i metal og mobiltelefonskallen i plast har deres egen behandlingsproces. Sekundær bearbejdning og forskellige overfladebehandlinger kan ikke kun øge mobiltelefonens levetid, men også forbedre den visuelle æstetik. Lad os se, hvilket håndværk der er tilgængeligt!
【Ikke-ledende vakuumbelægning】
Den ikke-ledende galvaniseringsteknologi anvender tynde film såsom metal og isoleringsforbindelser og udnytter de diskontinuerlige egenskaber til endelig at opnå den eksisterende metaltekstur uden at påvirke effekten af trådløs kommunikationstransmission. Processen med belægning af metalmaterialer på overfladen af substratet ved vakuumfordampningsbelægning. Generelt er det belagte metalmål lavet af rent indium og andre materialer, som kan sikre ikke-ledende egenskaber.
>>>>Procesfunktioner
1. Produkter fremstillet af dette materiale er ikke-ledende og kan bestå højspændingstesten på titusindvis af volt af en højspændingsmåler uden at lede eller blive nedbrudt.
2. Overfladen af dette materialeprodukt har en metallisk tekstur og kan også opnå gennemsigtighedskontrol.
【Ionbelægning】
Ionplettering er en metode til at bruge gasudladning til delvist at ionisere gas eller fordampede stoffer under vakuumforhold og afsætte fordampede stoffer eller deres reaktanter på substratet under bombardement af gasioner eller fordampede stofioner. Disse omfatter magnetronforstøvningsionplettering, reaktiv ionplettering, hulkatodeudladningsionplettering (hulkatodefordampningsmetode) osv.
>>>>Procesfunktioner
1. God belægningsvedhæftning
2. Stærk pletteringsevne
3. God belægningskvalitet
4. Rengøringsprocessen er forenklet
5. En lang række materialer kan belægges
【Sprøjtestøbning af in-mold indsatser】
Læg det trykte og formede dekorative ark i sprøjtestøbeformen, og injicer derefter harpiksen på bagsiden af det formede ark, så harpiksen og arket kombineres til en størkningsstøbeteknologi. IMD er en teknologi, der indsætter dekorationer samtidig med sprøjtestøbning. Produktet er integreret med det dekorative trykmateriale, og det tredimensionelle formstøbte produkt kan dekoreres med tryk for at gøre produktet både dekorativt og funktionelt. Effekt, overfladen er et lag af hærdet transparent film, midten er et trykt mønsterlag, og bagsiden er et plastiklag. Fordi blækket er klemt i midten, kan produktet forhindre, at overfladen bliver ridset og gnidet, og det kan holde farven lys og ikke let at falme i lang tid. .
>>>>Procesfunktioner
1. Produktstabilitet: få produktet til at producere ensartet og standardiseret korrekt farveregistrering
2. Produktets holdbarhed: gennem beskyttelsen af den specialbehandlede COATING-film kan produktet give bedre overfladeslidstyrke og kemisk resistens
3. 3D kompleks formdesign: Anvendelsen af filmens fremragende strækbarhed kan med succes opfylde den nødvendige produktkompleksitet og eksterne designkrav
4. Diversificerede stilarter: specielle stilarter af metalbelægning eller naturlige materialer kan skabes efter kundernes behov
5. Forenklet fremstillingsproces: Gennem engangssprøjtestøbningsmetode kan støbning og dekoration opnås på samme tid, hvilket effektivt kan reducere omkostninger og mandetimer og kan give stabil produktion
6. Reduktion af omkostninger og mandetimer: I IMD-processen kræves der kun ét sæt forme, i modsætning til andre gamle alternative processer, der kræver flere sæt armaturer, hvilket kan eliminere arbejdskraften og mandetimerne ved en operationsprocedure og reducere systemomkostninger og lageromkostninger
【Efterbehandling】
Sprøjtning er en belægningsmetode, hvor sprøjtepistoler eller skiveforstøvere spredes i ensartede og fine dråber ved hjælp af tryk eller centrifugalkraft og påføres overfladen af den genstand, der skal belægges. Det kan opdeles i luftsprøjtning, luftfri sprøjtning, elektrostatisk sprøjtning og forskellige afledte metoder af ovennævnte grundlæggende sprøjteformer, såsom forstøvningssprøjtning med stort flow og lavt tryk, termisk sprøjtning, automatisk sprøjtning, flergruppesprøjtning osv.
>>>>Procesfunktioner
1. Høj produktionseffektivitet af sprøjteoperation
2. Hovedproblemet ved sprøjtning er stærkt spredt malingståge og fordampede opløsningsmidler, som ikke kun forurener miljøet, ikke er befordrende for menneskers sundhed, men også spilder maling og forårsager økonomiske tab.
3. Storstrøms lavtryksforstøvningssprøjtning er lavt forstøvningslufttryk og lav luftstrålehastighed, og lav forstøvningshastighed forbedrer malingens tilbageslag fra overfladen af det objekt, der skal coates.
【Deplatering】
Efter vakuumfordampningsbelægningen bruges filmeksponering til at beskytte den del af belægningen, der skal tilbageholdes, og derefter fjernes en del af belægningen med en afpletteringsopløsning. Den resterende belægning vil danne forskellige belægningsmønstre, og mønsteret kan opretholde forskellige grader af metaltekstur. Fladheden af overfladen undgår ujævnheder. Denne proces bruges generelt til store flade batteridæksler.
>>>Procesprincip
Brug princippet om, at det lysfølsomme blæk kan forbedre blækvedhæftningen efter at have absorberet eksponeringsenergien for at beskytte det mønster, der skal bibeholdes; blækket, der ikke absorberer lysenergi, vil blive fjernet, fordi det ikke er hærdet, og det mønster, der skal beskyttes, vil blive bibeholdt, fordi overfladeblækket er hærdet, og fjern derefter blækket på overfladen af mønsteret for at opnå det ønskede belægningsmønster.
【Mundætsning】
Efter at formen er belagt med speciel harpikslim til beskyttelse, overføres den nødvendige mønstertekstur gennem filmen, og derefter korroderes formen med kemisk drik. Det er en formbehandlingsproces. Mønsteret kan laves for at få overfladen af produktoverfladen og overfladen af hulrummet til at rumme. En lille mængde luft vil ikke danne vakuumadsorption, hvilket gør udtagning af formen lettere.
>>>>Vision
Fordi overfladen på det spejlrene produkt er let at blive ridset, pletteres støv og fingeraftryk let, og de defekter, silkemærker og krusninger, der genereres under dannelsesprocessen, vil utvivlsomt blive eksponeret på den glatte overflade af produktet, mens noget læder korn, appelsinskal korn osv., trækorn, regnmønster, mat overflade og andre dekorative mønstre kan skjule produktoverfladens defekter under støbeprocessen, hvilket gør produktet smukt i udseende og opfylder de visuelle behov.
【LAser】
Den højintensive fokuserede laserstråle, som udsendes af laseren, bruges i brændpunktet til at oxidere materialet og derved bearbejde det; effekten af mærkning er at blotlægge det dybe materiale gennem fordampning af overfladematerialet, eller at forårsage spor af overfladematerialets kemiske og fysiske ændringer gennem lysenergien. Enten ved at brænde en del af materialet af gennem lysenergi, og "gravere" spor, eller ved at brænde en del af materialet af gennem lysenergi, vises grafikken og tegnene, der skal ætses.
【Vandoverførselsudskrivning】
Det er en slags print, der bruger vandtryk til at hydrolysere transferpapiret/plastfilmen med farvemønstre. Med forbedringen af folks krav til produktemballage og dekoration bliver brugen af vandoverførselstryk mere og mere omfattende. Princippet om indirekte udskrivning og perfekt udskrivningseffekt løser problemet med overfladedekoration af mange produkter, og det bruges hovedsageligt til overførselstryk af forskellige keramik- og glasdekaler.
Detektionssystemer

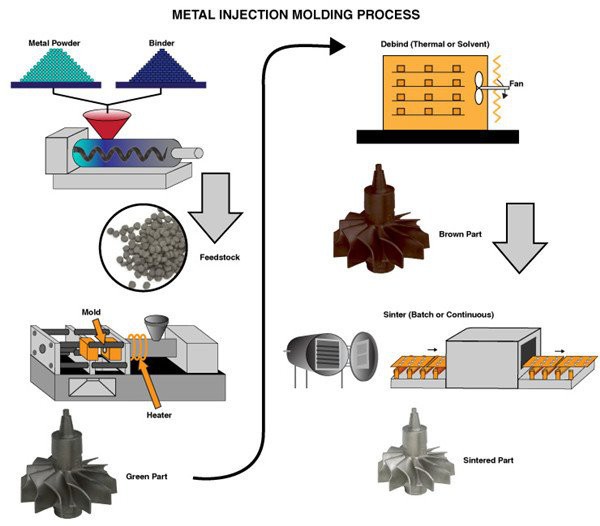
Metalsprøjtestøbningsproces







Send forespørgsel