




Mobiltelefon skaft MIM dele
Sprøjtestøbeform betyder, at plasten i sprøjtemaskinens varmetønde opvarmes og smeltes, skubbes af skruen eller Dussel, kommer ind i støbeformens hulrum gennem dysen og støbeformens portsystem, og plasten hærdes og formes i hulrummet.
Produktintroduktion
Mobiltelefon skaft MIM Dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Mobiltelefon skaft | 17-4 | Metal sprøjtestøbning | 1550 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Tensile strength σb (MPa): aged at 480 degree , Greater than or equal to 1310; aged at 550 degree , Greater than or equal to 1060; aged at 580 degree , Greater than or equal to 1000; aged at 620 degree , Greater than or equal to 930 | ||||||||
Produktionsmetode
En metode til fremstilling af en metalpulversprøjtestøbeform til en mobiltelefonskaft

Brugsmodellen relaterer sig til det tekniske område af sprøjtestøbeforme, især til en Mobiltelefonskaft MIM Parts.
Baggrundsteknik
Sprøjtestøbeform betyder, at plasten i sprøjtemaskinens varmetønde opvarmes og smeltes, skubbes af skruen eller Dussel, kommer ind i støbeformens hulrum gennem dysen og støbeformens portsystem, og plasten hærdes og formes i hulrummet. Sprøjtestøbeformen bruges til termoplast. Støbning af produkter bruges til støbning af termohærdende plast.
I dag bruger fremstillingen af mobiltelefondele på markedet, såsom fremstilling af mobiltelefonskafter, ofte metalpulversprøjtestøbning. I de eksisterende sprøjtestøbeforme til mobiltelefonskafter infunderes nogle støbeforme gennem et enkelt sprøjtehul og splittes derefter. I denne injektionsmetode er fluiditeten af legeringspulveropløsningen dårlig, og det størknede materiale ved indgangen til den tilspidsede strømningskanal i sprøjtestøbeformen er vanskelig at komme ud. Når den støbte genstand tages ud, er der konvekse kanter på overfladen af objektet, som ikke kan opfylde kravene til præcision og kvalitet. Samtidig har de fleste af de traditionelle forme ikke en klemmemekanisme, og forbindelsen mellem den øverste dækplade og den nederste dækplade af formen er let at producere huller, hvilket påvirker støbekvaliteten af genstanden. Af denne grund foreslår vi en sprøjtestøbning af legeret pulver til mobiltelefonskafter. støbeform for at løse ovenstående problemer.
Tekniske realiseringselementer
Formålet med denne brugsmodel er at tilvejebringe en sprøjtestøbeform af metalpulver til mobiltelefonskafter for at løse problemet med, at fluiditeten af metalpulveropløsningen foreslået i ovenstående baggrundsteknologi er dårlig, og det størknede materiale ved porten af den tilspidsede strømningskanal i sprøjtestøbeformen er svær at komme ud, Når den støbte genstand tages ud, er der et problem, at der er et mellemrum mellem den øvre dækplade og den nederste dækplade på støbeformen, der efterlader en konveks kant på objektets overflade.
For at opnå ovenstående formål giver brugsmodellen følgende tekniske løsninger: en sprøjtestøbeform af metal til et mobiltelefonskaft, inklusive en nedre formbund, hjørnet af den nederste formbund er fast forbundet med en begrænsende søjle, og den begrænsende søjle Der er en øvre forskalling, der løber gennem toppen af den øvre forskalling, en rille åbnes i midten af den nederste formbund, og en stilplade er placeret inde i rillen, rillerne er sat på venstre og højre side af den øverste overflade af den øvre forskalling, og indersiden af rillen er installeret Der er en injektionsmekanisme, injektionsmekanismen inkluderer en tætningsplade, tætningspladen indsættes i rillen på overfladen af den øvre skabelon, den øverste ende af tætningspladen er fast forbundet med en dækplade, og et indsprøjtningsrør løber gennem midten af dækpladen, den indvendige væg af rillen på overfladen af den øvre skabelon er forsynet med en gennemgang. ugh hul, overfladen af den nederste formbund er forsynet med et styrerør, og toppen af styrerøret kommunikerer med det gennemgående hul i rillen på den øverste skabelon.
En formlåsemekanisme er installeret på siden af den nedre formbase, og formlåsemekanismen inkluderer en forbindelsesramme, den indvendige væg af forbindelsesrammen er hængslet med en klemaksel, og overfladen af klemakslen er forsynet med udvendigt gevind, og spændeakslen går gennem det udvendige. Gevindforbindelsen har en skruebøsning, og overfladen af den øvre skabelon er fast forbundet med en grænseblok i den position, der svarer til forbindelsesrammen. Den nederste formbund og den øverste skabelon lukkes ved drejning af muffen for at undgå huller i forbindelsen mellem den nederste formbund og den øvre skabelon. , for at sikre den tætte forbindelse mellem den nederste formbund og den øverste skabelon.
Overfladen af spændeakslen er forsynet med en spændeblok. Tværsnittet af klemblokken er en femkantet struktur. Indsæt og klik på overfladen af grænseblokken for at forhindre kortakslen i at ryste inde i grænseblokken og påvirke forbindelseseffekten mellem den nederste matricebase og den øvre matriceplade.
Den højre side af kortakslen er fast forbundet med en sfærisk bump, og den ydre diameter af den kugleformede bump er større end den indre diameter af det centrale gennemgående hul i svirvelen, og den sfæriske bule har en vis grænseeffekt på svirvelen for at forhindre, at svirvelen let falder af.
Overfladen af den roterende bøsning er forsynet med bueformede riller, og de bueformede riller er fordelt rundt om overfladen af den roterende bøsning. Gennem de bueformede riller øges friktionskraften mellem stavens hånd og drejebøsningen for at forhindre rotationsbøsningen i at rotere og glide.
En trimmemekanisme er installeret i den centrale position af den øvre skabelon, og trimmemekanismen inkluderer en forbindelsesblok, som er fastgjort på overfladen af den øvre skabelon, og en gevindstang er installeret i den centrale position af forbindelsesblokken, og den gevindskårne Overflade af stangen er gevindforbundet med en ærmeramme, og venstre og højre side af den nederste ende af ærmerammen er fast forbundet med forbindelsessæder, og den nederste ende af forbindelsessædet er fast forbundet med en fræser gennem bolte, og fræseren trænger ind i overfladen af den øverste skabelon, og gennem skæringen. Kniven bevæger sig for at trimme emnet for at undgå dannelse af grater og ujævnheder.
Toppen af gevindstangen er fast forbundet med et håndtag, og håndtagets overflade er forsynet med lodrette riller, og de lodrette riller er fordelt rundt om håndtagets overflade, og friktionen øges gennem de lodrette riller for at forhindre personale fra at rotere Skrider, når de drejes.
Den lodrette sektion af styrerøret er en l-formet struktur, og den indre vinkel af styrerøret er en buestruktur. Gennem buedesignet af føringsrørets indre vinkel forbedres indsprøjtningens flow til en vis grad.
Sammenlignet med den kendte teknik er de gavnlige virkninger af brugsmodellen:
(1) Enheden er udstyret med en trimmemekanisme. Sammenlignet med den traditionelle struktur, når genstanden er sprøjtestøbt i metal, bevæger ærmerammen sig på overfladen af gevindstangen gennem rotationen af gevindstangen, og fræseren drives til at rotere gennem forbindelsessædet under bevægelsen af ærmet ramme. , skærer skæreren kanten af injektionshullet af den støbte genstand under bevægelse, for at sikre fladheden af kanten af den støbte genstand og forbedre støbningsnøjagtigheden af objektet. Forbedre fluiditeten af injektionen;
(2) Enheden er udstyret med en formlåsemekanisme. Når den øvre formplade og den nedre formbund er lukket, drejes klemmeakslen og indsættes i grænseblokken, og den roterende muffe roteres samtidig. Under bevægelsen fastspændes den roterende muffe. Klem blokken, så klemblokken indsættes i rillen på grænseblokken, for at fastgøre den nederste formbase og den øvre skabelon, sikre fastgørelseseffekten af forbindelsen mellem nederste formbund og den øvre skabelon, og undgå forbindelsen mellem den nederste formbase og den øverste skabelon. Der dannes huller, som påvirker støbekvaliteten af objektet.
Beskrivelse af tegninger:
For mere tydeligt at illustrere de tekniske løsninger i udførelsesformerne af den foreliggende opfindelse eller den kendte teknik, vil det følgende kort introducere de ledsagende tegninger, som skal anvendes i beskrivelsen af udførelsesformerne eller den kendte teknik. Det er klart, at de ledsagende tegninger i den følgende beskrivelse er kun nogle udførelsesformer af brugsmodellen, og fagfolk kan også få andre tegninger baseret på disse tegninger uden kreativt arbejde.
Detektionssystemer

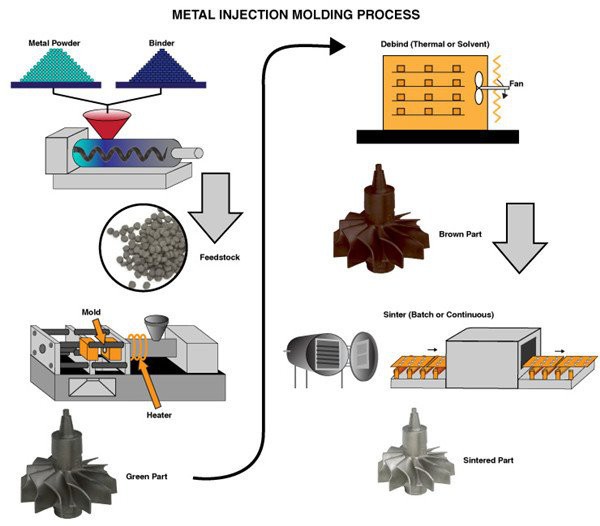
Metalsprøjtestøbningsproces







Send forespørgsel