




Legetøjsruller MIM Dele
Den roterende aksel, som navnet antyder, er den aksel, der skal bruges til at forbinde produktets hoveddele og bruges til at bære både bøjningsmoment og drejningsmoment i det roterende arbejde. På nuværende tidspunkt vedtager installationen af de fleste roterende aksler alle en-vejs indføring i den roterende aksel fikseringsbeslag
Detektionssystemer

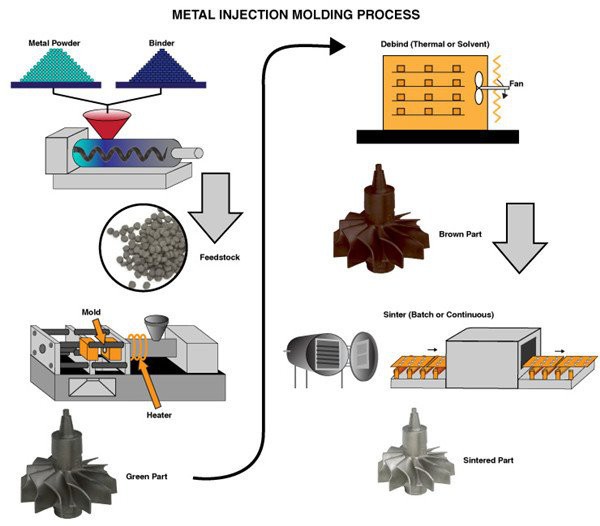
Metalsprøjtestøbningsproces

Detektionssystemer
Metalsprøjtestøbningsproces
Produktintroduktion
Legetøjsruller MIM Dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Legetøjsruller | 17-4 | Metal sprøjtestøbning | 1500 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
Produktionsmetode
En fremstillingsmetode, der bruger legetøjshjuls MIM-dele

Brugsmodellen vedrører det tekniske område af roterende aksler, især til en legetøjsroterende aksel, der anvender en metalpulverindsprøjtningsproces.
Baggrundsteknik
Den roterende aksel, som navnet antyder, er den aksel, der skal bruges til at forbinde produktets hoveddele og bruges til at bære både bøjningsmoment og drejningsmoment i det roterende arbejde. På nuværende tidspunkt anvender installationen af de fleste roterende aksler alle envejsindføring i det roterende akselfastgørelsesbeslag, og riflingen ved haleenden af den roterende aksel er i interferenspasning med indervæggen af det gennemgående hul i den roterende akselfiksering beslag, så det ikke falder ud. Men det er ekstremt svært at fjerne efter installation. Derfor er det nødvendigt at designe en roterende legetøjsaksel, der anvender metalpulverinjektionsteknologi.
Tekniske realiseringselementer
I lyset af ovenstående situation, for at overvinde defekterne i den kendte teknik, tilvejebringer brugsmodellen en roterende aksel, der anvender metalpulverindsprøjtningsteknologi. Den roterende aksel har en ny struktur, genial udformning, god stabilitet i brug, bekvem installation og demontering og bekvem smøring. langt liv.
For at opnå ovenstående formål giver brugsmodellen følgende tekniske løsninger: en roterende aksel, der anvender metalpulverindsprøjtningsteknologi, inklusive en lejekonsol og et roterende aksellegeme, et gennemgående hul åbnes i midten af den ene side af indersiden. lejekonsollens væg og det gennemgående hul Indersiden af det første leje er drejeligt forbundet med et første leje, og indersiden af det første leje er fastspændt og fastgjort med en elastisk grænsemekanisme. Midten af den anden side af lejekonsollen er drejeligt forbundet med et andet leje, og den ene ende af aksellegemet passerer gennem det andet leje er fastgjort inde i den elastiske grænsemekanisme, de to sider af det andet leje på lejekonsollen svejses og fastgøres med en positioneringsskrue, positioneringsskruen fastgøres med en positioneringsbøsning gennem en møtrik, og positioneringsbøsningen er svejset og fastgjort på positioneringen På de tilsvarende to sider af låget er positioneringsdækslet fastgjort på den anden ende af det roterende aksellegeme, og lejekonsollen er fastgjort med en smøremekanisme på den ene side af det første leje og det andet leje.
Fortrinsvis indbefatter den elastiske grænsemekanisme en støttefjeder, en firkantet grænseblok og et sekskantet positioneringshul, den firkantede grænseblok er forskydeligt forbundet med den indre væg af det første leje, og den firkantede grænseblok passerer gennem støttefjederen og bunden af det gennemgående hul De indvendige vægge er forbundet, og et sekskantet positioneringshul åbnes i midten af toppen af den firkantede begrænsningsblok.
Fortrinsvis er den ene ende af det roterende aksellegeme udformet i et stykke med en sekskantforbindelse, og den sekskantede forbindelse er tilstoppet og fikseret inde i det sekskantede positioneringshul.
Fortrinsvis indbefatter smøremekanismen en olielagertank, en oliepumpe, en timer, en olieudløbsdyse, et olierør og et dysebeslag, olielagertanken er fastgjort på undersiden af lejekonsollen med bolte og en siden af olielagertanken er fastgjort med bolte Der er en timer, den nederste indervæg af olielagertanken er forsynet med en oliepumpe, lejekonsollen er placeret på siden af det første leje og det andet leje, og dysebeslaget er fastgjort med bolte, og olieudløbsdysen er fastgjort på dysebeslaget med bolte, og olieudløbsdysen er forbundet til oliepumpens vandudløb gennem olierøret, og timeren er elektrisk forbundet til olien pumpe.
Fortrinsvis åbnes et olieindløbshul på den ene side af olielagertanken, og et gummitætningsdæksel fastspændes og fastgøres på olieindløbshullet.
Fortrinsvis er aksellegemet støbt ved metalpulverinjektionsproces.
De gavnlige effekter af brugsmodellen er:
1. Når du installerer, før enden af aksellegemet med sekskantleddet gennem det andet leje og fastgør det inde i det sekskantede positioneringshul, tilslut derefter positioneringsmuffen på positioneringsdækslet til positioneringsskruen, og brug møtrikken til at stramme det . Under tilspændingsprocessen af hætten vil støttefjederen blive belastet og komprimeret. Under støttefjederens omvendte kraft kan positioneringsdækslet understøttes solidt, hvilket giver møtrikken en modstandskraft, så møtrikken fastgøres tættere. Ved afmontering skal du løsne møtrikken, og aksellegemet vil springe ud under støttefjederens omvendte kraft, hvilket er praktisk til hurtig demontering af aksellegemet og effektivt forbedrer brugervenligheden;
2. Gennem den indstillede timer, når den forudbestemte tid er nået, styrer timeren oliepumpen til at arbejde, og smøreolien inde i olielagertanken sprøjtes ud gennem olieudløbsdysen for at smøre det første leje og det andet leje, derved realiserer timing smørefunktion, hvorved sliddet mellem emnerne effektivt reduceres og akslens levetid i høj grad forbedres.
Beskrivelse af tegninger
De medfølgende tegninger bruges til at give en yderligere forståelse af brugsmodellen og udgør en del af beskrivelsen og bruges til at forklare brugsmodellen sammen med udførelsesformerne af brugsmodellen og udgør ikke en begrænsning for brugsmodellen . På vedhæftede billede:
fig. 1 er et skematisk diagram af den overordnede planstruktur af brugsmodellen;
fig. 2 er et skematisk diagram af den plane struktur af den elastiske grænsemekanisme i brugsmodellen;
fig. 3 er et skematisk diagram af en tredimensionel struktur af en sekskantforbindelse ifølge den foreliggende opfindelse;
fig. 4 er et skematisk diagram af den plane struktur af smøremekanismen ifølge den foreliggende opfindelse;
Symboler i figuren: 1. Lejekonsol; 2. Første leje; 3. Elastisk grænsemekanisme; 4. Gennemgående hul; 5. Aksellegeme; 6. Andet leje; 7. Positioneringsmuffe; 8. Nød; 9. Positioneringsdæksel; 10. Positioneringsskrue; 11. Smøremekanisme; 12. Støttefjeder; 13. Firkantet grænseblok; 14. Sekskantet positioneringshul; 15. Sekskantled; 16. Olielagertank; 17. Oliepumpe; 18. Timer; 19. Olieudløbsmundstykke; 20. Olierør; 21. Dysebeslag; 22. Olieindløbshul.
Detaljerede måder
Nedenfor i forbindelse med den ledsagende tegning 1-4 er den specifikke udførelsesform af den foreliggende brugsmodel beskrevet mere detaljeret.
Udførelsesform 1, vist i figur 1, giver brugsmodellen følgende tekniske løsninger: en roterende aksel, der anvender metalpulverindsprøjtningsteknologi, inklusive en lejekonsol 1 og et roterende aksellegeme 5, midten af den ene side af lejets indervæg beslaget 1 er åbent for at se gennem hul 4, indersiden af gennemgående hul 4 er drejeligt forbundet med første leje 2, indersiden af første leje 2 er fastspændt og fastgjort med elastisk grænsemekanisme 3, midten af den anden side af lejekonsol 1 er drejeligt forbundet med det andet leje 6, og den roterende aksel Den ene ende af legemet 5 passerer gennem det andet leje 6 og er fastgjort inde i den elastiske grænsemekanisme 3, og de to sider af det andet leje 6 på lejekonsollen 1 er svejset og fikseret med en positioneringsskrue 10, og positioneringsskruen 10 er fastgjort med en positioneringsskrue 10 gennem en møtrik 8.7, og positioneringsmuffen 7 er svejset og fastgjort på de tilsvarende to sider af positioneringshulen r 9 er positioneringsdækslet 9 fastgjort på den anden ende af det roterende aksellegeme 5, og lejekonsollen 1 er fastgjort med en smøreolie på den ene side af det første leje 2 og det andet leje 6. Mekanisme 11, ved montering , før den ene ende af sekskantleddet 15 på det roterende aksellegeme 5 gennem det andet leje 6 og fastgør det inde i det sekskantede positioneringshul 14, hvorefter positioneringsmuffen 7 på positioneringsdækslet 9 er muffet på positioneringsskruen 10, og brug møtrikken 8 til at stramme. Under tilspændingsprocessen af møtrikken 8 vil støttefjederen 12 blive belastet og komprimeret. Under omvendt kraft fra støttefjederen 12 kan den modstå positioneringsdækslet 9, hvorved møtrikken giver møtrikken Kraften fra hætten 8 gør møtrikken 8 tættere fastgjort, og når møtrikken 8 skrues af, vil det roterende aksellegeme 5 vil også dukke op under den omvendte kraft af støttefjederen 12, hvilket er bekvemt for det roterende aksellegeme 5 Hurtig adskillelse forbedrer effektivt brugskomforten.
Udførelsesform 2, på basis af udførelsesform 1, givet af figur 1 og figur 2, omfatter den elastiske grænsemekanisme 3 en støttefjeder 12, en firkantet grænseblok 13 og et sekskantet positioneringshul 14, og den firkantede grænseblok 13 er forskydeligt forbundet Den indvendige væg af det første leje 2, og den firkantede begrænsningsblok 13 er forbundet med den nederste indre væg af det gennemgående hul 4 gennem støttefjederen 12, og det øverste centrum af den firkantede begrænsningsblok 13 er forsynet med en sekskantet positioneringshul 14.
Udførelsesform 3, på basis af udførelsesform 1, vist i fig. 1 og fig. 3 er den ene ende af det roterende aksellegeme 5 udformet i et stykke med en sekskantforbindelse 15, og sekskantforbindelsen 15 er tilstoppet og fikseret inde i det sekskantede positioneringshul 14.
Udførelsesform 4, på basis af udførelsesform 1, givet af fig. 1 og fig. 4, indbefatter smøremekanismen 11 olielagertank 16, oliepumpe 17, timer 18, olieudløbsdyse 19, olierør 20 og dysebeslag 21, olie lagertank 16 er fastgjort på bunden af lejekonsollen 1 med bolte, en timer 18 er fastgjort på den ene side af olielagertanken 16 med bolte, en oliepumpe 17 er anbragt på indervæggen af bunden af olien lagertank 16, og lejebeslaget 1 er placeret på det første leje 2 og det andet. Den ene side af lejet 6 er fastgjort med et dysebeslag 21 med bolte, og en olieudløbsdyse 19 er fastgjort på dysebeslaget 21 med bolte , og olieudløbsdysen 19 er forbundet til vandudløbet af oliepumpen 17 gennem olierøret 20, og timeren 18 er elektrisk forbundet med oliepumpen 17, gennem den indstillede timer 18, når den forudbestemte tid er nået, timeren 18 styrer oliepumpen 17 til at arbejde, og smøreolien inde i olielagertanken 16 sprøjtes ud gennem olieudløbsdysen 19 for at smøre det første leje 2 og det andet leje 6, for at realisere den regelmæssige smørefunktion, hvorved sliddet mellem arbejdsemnerne effektivt reduceres og akslens levetid i høj grad forbedres.
Udførelsesform 5. På basis af udførelsesform 4, som vist i fig. 1 er den ene side af olielagertanken 16 forsynet med et olieindløbshul 22, og et gummitætningsdæksel er fastspændt og fastgjort på olieindløbshullet 22.
Udførelsesform 6, på basis af udførelsesform 1, er det roterende aksellegeme 5 støbt ved metalpulverinjektionsproces.
Når brugsmodellen er brugt og installeret, passerer den ene ende af det roterende aksellegeme 5 med sekskantleddet 15 gennem det andet leje 6 og er fastgjort inde i det sekskantede positioneringshul 14, og derefter er positioneringsmuffen 7 på positioneringsdækslet 9 bøsning på positioneringsskruestangen 10 og brug møtrikken 8 til at stramme. Under tilspændingsprocessen af møtrikken 8 vil støttefjederen 12 blive komprimeret under kraft. Under den omvendte kraft af støttefjederen 12 kan positioneringsdækslet 9 understøttes solidt. Derved får møtrikken 8 en kraft til at modstå, så møtrikken 8 fastgøres tættere, og ved afmontering løsnes møtrikken 8, og aksellegemet 5 vil også springe op under støttefjederens 12 omvendte kraft, hvilket er bekvemt for akslen. Den hurtige adskillelse af hovedlegemet 5 forbedrer effektivt brugskomforten;
Gennem den indstillede timer 18, når den forudbestemte tid er nået, styrer timeren 18 oliepumpen 17 til at arbejde, og smøreolien inde i olielagertanken 16 sprøjtes ud gennem olieudløbsdysen 19 for at smøre det første leje 2 og det andet leje 6, På denne måde realiseres den regelmæssige smørefunktion, som effektivt reducerer sliddet mellem emnerne og i høj grad forbedrer levetiden på den roterende aksel.
Endelig skal det bemærkes, at: Ovenstående kun er en foretrukken udførelsesform for brugsmodellen og har ikke til hensigt at begrænse brugsmodellen, selvom brugsmodellen er blevet beskrevet detaljeret med henvisning til de foregående udførelsesformer for fagfolk teknikken er det stadig muligt at modificere de tekniske løsninger, der er beskrevet i de foregående udførelsesformer, eller udføre tilsvarende udskiftninger for nogle af de tekniske funktioner. Enhver ændring, tilsvarende udskiftning, forbedring osv. foretaget inden for den nuværende brugsmodels ånd og principper skal være omfattet af beskyttelsesomfanget af nærværende brugsmodel.
Detektionssystemer
Metalsprøjtestøbningsproces






Send forespørgsel