



Pistolaksel MIM Dele
Metal Injection Molding (Metal Injection Moulding) er en komponent, der introducerer moderne plastsprøjtestøbningsteknologi inden for pulvermetallurgi og integrerer plastformningsteknologi, polymerkemi, pulvermetallurgiteknologi og metalmaterialer.
Produktintroduktion
Pistolaksel MIM Dele | |||||||||
Vare | Materiale | Produktions proces | Sintringstemperatur | Skimmelsvamp | Brugerdefinerede | ||||
Pistolaksel | 17-4 | Metal sprøjtestøbning | 1550 grader | Skal tilpasses | Ja | ||||
Kemisk sammensætning | C: Mindre end eller lig med 0.07 | ||||||||
Tilgængelige materialer | Kulstoffattig rustfrit stål, titanlegering (Ti, TC4), kobberlegering, wolframlegering, hård legering, højtemperaturlegering (718, 713) | ||||||||
Afslut | Dimensionsnøjagtighed | Produktdensitet | Udseende behandling | Passende vægt | |||||
Ruhed 1-5μm | (±{{0}},1 procent -±0,5 procent ) | 92-95 procent | Spejlrefleksion | 0.03g-400g) | |||||
Mekaniske egenskaber | Trækstyrke σb (MPa): ældet ved 480 grader, større end eller lig med 1310; ældes ved 550 grader, større end eller lig med 1060; ældes ved 580 grader, større end eller lig med 1000; ældes ved 620 grader, større end eller lig med 930 | ||||||||
Introduktion til MIM
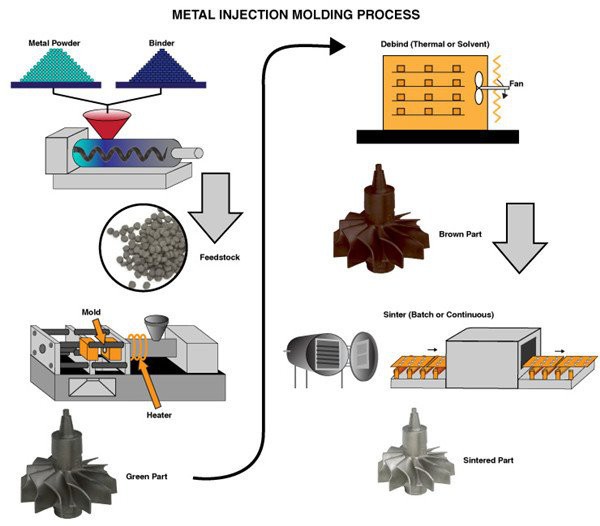
Metal Injection Molding (Metal Injection Moulding) er en komponent, der introducerer moderne plastsprøjtestøbningsteknologi inden for pulvermetallurgi og integrerer plastformningsteknologi, polymerkemi, pulvermetallurgiteknologi og metalmaterialer. Ny "near net shape" teknologi. Pistol Shaft MIM Parts kan bruge formsprøjtestøbningsemner og hurtigt fremstille højpræcision, højdensitet, tredimensionelle komplekse strukturelle dele gennem sintring og kan hurtigt og præcist materialisere designideer til produkter med visse strukturelle og funktionelle egenskaber, og det kan masseproduceres direkte. MIM-teknologien kombinerer de tekniske fordele ved plastsprøjtestøbning og pulvermetallurgi. Det har ikke kun fordelene ved mindre konventionelle pulvermetallurgiske procestrin, ingen skæring eller mindre skæring og høje økonomiske fordele. Samtidig overvinder den den traditionelle pulvermetallurgiproces. De største ulemper ved lav ydeevne, tynd væg, vanskelig at forme og kompleks struktur er velegnet til masseproduktion af små, præcise, komplekse tredimensionelle former og fremstilling af metaldele med særlige krav.
MIM-processen er blevet en hastigt udviklende og lovende ny "near-net shape"-teknologi inden for international pulvermetallurgi og er rost af industrien som "den mest populære komponentdannende teknologi" i dag.
Forholdet mellem MIM og PM, PIM
Pulvermetallurgi (PowderMetallurgy, benævnt PM) er fremstilling af metalpulver eller metalpulver (eller en blanding af metalpulver og ikke-metallisk pulver) som råmateriale, efter formning og sintring, fremstilling af metalmaterialer, kompositmaterialer og forskellige typer af industrielle produkter teknologi. Pulvermetallurgi har en unik kemisk sammensætning og mekaniske og fysiske egenskaber. Ved hjælp af pulvermetallurgi-teknologi kan det laves direkte til porøse, halvtætte eller fuldt tætte materialer og produkter, såsom olielejer, tandhjul, knastskiver, styrestænger, knive osv. Det er en sjælden ingen skæreproces. Pulvermetallurgi omfatter hovedsageligt fire hovedprocesser: traditionel metode, metalpulversprøjtestøbning (MIM), metaladditiv fremstilling (MAM) og isostatisk presning (IP).
Pulversprøjtestøbning (PowderInjection Moulding, omtalt som PIM) er en ny teknologi til fremstilling af metal- og keramiske dele. Det er en ny komponentbehandlingsteknologi genereret ved at introducere polymersprøjtestøbningsteknologi inden for pulvermaterialeformning. Denne teknologi anvender sprøjtestøbningsprincippet i plastindustrien, blander metal, keramisk pulver og polymerbindemiddel til en ensartet viskoplastisk væske, sprøjter det ind i en form gennem en sprøjtemaskine, fjerner bindemidlet og sintrer for at opnå fuld fortætning. Og lavet forskellige dele. Ifølge de forskellige råmaterialepulvere i pulversprøjtestøbningsprocessen kan det opdeles i to kategorier, den ene er keramisk pulversprøjtestøbningsteknologi (Ceramic Injection Molding, kaldet CIM), og den anden er metalpulversprøjtestøbningsteknologi ( forkortet til MIM).
Det kan ses, at metalpulversprøjtestøbning (MIM) hører til en procestype af pulvermetallurgi (PM) og en klassifikation af pulversprøjtestøbning (PIM).
Tekniske fordele ved MIM
Traditionelle metalbearbejdningsteknologier såsom koldsmedning, smedning og stempling er velegnede til behandling af todimensionelle produkter med enkle delstrukturer, men det er vanskeligt at behandle tredimensionelle og kompleksformede produkter. CNC-teknologi kræver ikke formdesign og produktion og har en høj grad af frihed og forarbejdningsnøjagtighed, men spildet af materialer er alvorligt, og det tager lang tid, lav produktion og høje omkostninger at behandle ultrasmå dele og dele med komplekse tredimensionelle former.
I modsætning hertil har Pistol Shaft MIM Parts-teknologien næsten nettoform og næsten intet spild. Det kan bruges i masseproduktion af metalprodukter med tredimensionelle former, komplekse strukturer og præcise dimensioner. Den har en høj grad af designfrihed. relativ fordel.
For komplekse dele skilles traditionel metalformning normalt ad og laves til individuelle dele og samles derefter. MIM-processen er mere økonomisk gennem overordnet behandling og forenklede behandlingsprocedurer. Desuden stiger omkostningerne ved traditionel metalformning med delenes kompleksitet. MIM-processen holder omkostningerne konstante ved at øge støbeformens kompleksitet. Jo mere komplekst produktet er, jo mere økonomisk er MIM-processen, og omkostningsfordelen er mere indlysende.
Detektionssystemer

Metalsprøjtestøbningsproces







Send forespørgsel